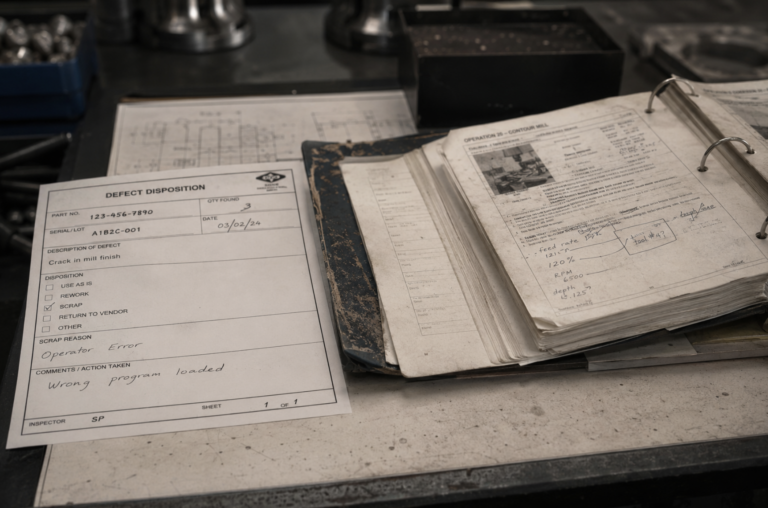
Years ago I sat in a quality review at a refractory plant where the same defect had appeared on the report four quarters in a row. Same product. Same step. Each time, the disposition read the same two words: operator error. Each time, the corrective action was the same: retrain the crew. And each time, three months later, the defect came back.
Nobody in that room was lazy or careless. They were doing exactly what the system asked them to do. The form had a box for root cause, “operator error” fit in the box, the CAPA could be closed, and everyone moved on to the next fire. The problem was not the people in the room. The problem was that the investigation was allowed to stop at the one place it should have kept going.
That is the thing about “operator error.” It is the most common root cause in manufacturing and the least useful one. It closes the file. It satisfies the auditor’s need for a documented cause. And it costs nothing today. The cost shows up next quarter, when the defect returns, because you never actually found out why it happened.
“Human error” is where a bad investigation stops, not where a real one ends
The data backs up how often this happens. Roughly 80% of manufacturing defects get attributed to human mistakes. But the people who study this closely keep landing on the same conclusion: the real drivers are usually outdated systems, unclear instructions, and a lack of real-time validation, not careless operators (QA Resources, 2026). The operator is the last hand to touch the part before the defect appears, so the operator gets the blame. That is proximity, not causation.
The financial weight of getting this wrong is not small. NIST estimates that human-error scrap and rework run between 5 and 30% of total manufacturing expense. The broader cost of poor quality sits between 10 and 30% of revenue for the average plant, while the best plants hold it under 5% (TeepTrak, 2026). When you close a recurring defect as “operator error” and move on, you are not saving money. You are agreeing to pay that bill again on a schedule.
Here is the distinction that the word “error” erases. There is the deviation, which is what the operator did. And there is the cause, which is why the procedure let them do it. A real investigation separates the two. “Operator error” collapses them into one, and in collapsing them, it points the fix at the person instead of the document. So you retrain. And retraining someone on a step that is vague, stale, or simply wrong does not fix anything. It teaches them to make the same mistake more confidently.
Poka-yoke is real, and it protects whatever standard you give it
The lean world has a good answer to human error, and it is having a moment again in 2026: poka-yoke, mistake-proofing, designing the error out of the step at the source. Done well, it works. Plants that build it in see meaningful gains in first-pass quality (ASQ).
But error-proofing has a quiet assumption baked into it. It assumes the standard you are protecting is the correct one. A poka-yoke device prevents an operator from deviating from the documented method. If the documented method is the thing producing the defect, you have just error-proofed the defect into permanence. You have made it harder for the one operator who knew a better way to use it.
This is why I am wary of any quality program that jumps straight to the control before it has confirmed the standard. You cannot error-proof a step until you actually know what the correct step is. And “the correct step” is not the one written in the SOP. It is the one that reliably produces the good part, which may or may not be the same thing.
In that refractory plant, when we finally stopped retraining the crew and went and watched the work, the recurring defect traced back to a single step in the procedure that had been written for a different mix years earlier. The crew on the worst-performing shift was following it to the letter. The crew that rarely had the defect had quietly stopped following it. The document was the error. The operators had been the only thing holding the line.
Run this on your floor this week: the second-look audit
You do not need a consultant to find out how much of your “human error” is actually document error. You need about an hour and a willingness to reopen a closed file. Here is the exercise I give plant managers who tell me their defects are all training problems.
First, pull your last ten defects that were closed as operator error or human error. Just the last ten, no cherry-picking.
Second, for each one, go find the exact procedure step the operator was following when the defect occurred. Not the title of the SOP. The specific line.
Third, classify each of the ten into one of two buckets. Either it was a true slip, where the procedure was clear and correct and the person genuinely missed it, or it was a document gap, where the step was vague, missing, outdated, or contradicted by what actually works on the floor.
Fourth, total the document-gap bucket. That number, out of ten, is the share of your “human error” that is really a documentation problem wearing a person’s name.
Fifth, take the worst one and rewrite that single step with the operator who actually runs it. Watch them do the job. Write down what they do, not what the old document says. That one rewritten step is your proof of concept.
Most plants that run this honestly find that four to seven of their ten “operator errors” are document gaps. That is not a training budget. That is a capture problem.
Where this leads
Scaling that fifth step across every critical procedure is exactly what the SenseiLab SOP Sprint does. We go onto the floor, watch the work, capture what actually produces the good part, validate it with the operators who run it, and turn it into a living procedure that stays current. The second-look audit is the one-hour version. The Sprint is the 30-day version across the five to ten procedures that matter most.
But you can start without us. Reopen ten files this week. Read the steps. The recurring defect is real. The retraining loop is real. The procedure nobody reread is real. Until someone goes back and reads the step, the same defect will keep showing up on next quarter’s report with the same two words next to it.
